


客戶經常會反饋一些防水接插件接觸不良導致的電器功能不穩定或者失效問題。這類問題原因較多,比如防水接插件變形、防水接插件的配合間隙過大,防水接插件固定不可靠、安裝位置不正確、端子接觸位置有異物、裝配過程損壞、插拔力過小等等。本文就端子變形、插接件結構及選型、過程設計及控制三方面做分析和探討。
一、端子變形問題
1、母端端子彈性結構變形導致與公端子的虛接造成,見圖1。
2、公母端子接觸位置有雜質進入影響端子導通性能。
3、公端子變形(前傾后仰、左右歪斜)問題,見圖2。

圖1 母端端子變形實例
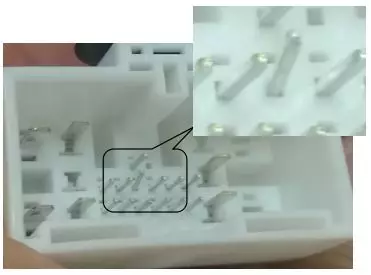
圖2 公端端子變形實例
公端端子變形(前傾后仰、左右歪斜)一般會造成以下問題:
1、護套對接時端子折彎或折斷;見圖3
2、端子進入其他空隙,造成斷路、短路或虛接。
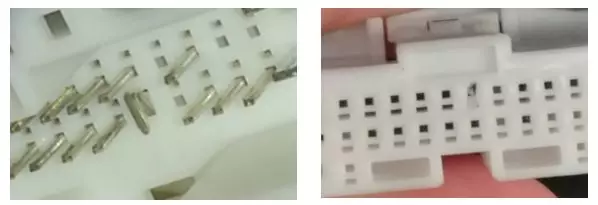
圖3 護套對接導致的端子彎折
公端端子變形(前傾后仰、左右歪斜)一般由制造、包裝、裝配不合理造成。但與產品的結構以及設計選型也有一定的關系。
二、產品結構方面
公端端子在護套內可以看做懸臂梁結構。端子歪斜即為懸臂梁在受力方向上的撓度變化。根據撓度的計算公式,撓度與受力大小及受力點距支撐點尺寸成正比,與截面積和彈性模量(受材質影響)成反比。則可分析出,端子選型在以下方面會影響端子變形量。
1、端子寬度和厚度小
一般小端子,尤其是1.5及以下1.0、0.64型端子,端子針形部位的厚度一般只有0.6mm,所以端子寬度越小,端子的抗彎強度越低,就越容易造成彎曲。
2、端子材質軟
端子材質一般為銅、黃銅、磷青銅、合金銅、鋼等,銅的硬度最小,材質直接影響彈性模量,所以端子越軟,起抵抗變形的能力越差,就越容易造成彎曲。
3、端子尺寸長
端子尺寸越長,則力臂越長,端子頂端受力時,造成的頂端形變量就越大。
對策方案:
1、盡量選擇寬度較大的端子,但不利于小型化和輕量化的要求;可考慮將端子根部做寬或增加加強筋結構。

圖4 端子根部結構
2、選擇材質較硬的磷青銅或合金端子,但這類端子導電性稍差;一般將折疊的針形端子更換為一體式針形端子。

圖5 一體式針形端子
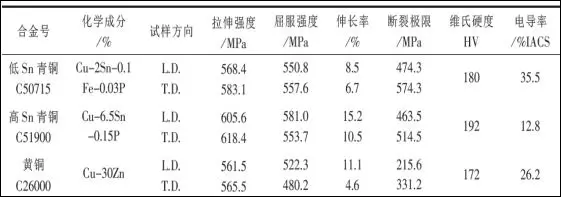
圖5 各銅材質物理參數
3、接觸面積合理的情況下盡量選擇短的端子,或增加結構減短受力尺寸,如在端子頂端增加防彎曲結構。
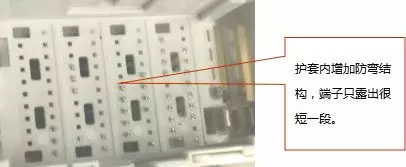
圖6 帶端子防彎結構的護套
三、端子與護套配合方面
在公母端護套的匹配上,選用端子寬度越小的端子,端子的垂直度要求越高。所以越小的端子,對插植后在護套內的穩定性要求越高。
端子歪斜對端子與護套的匹配方面的影響:
1、端子與護套的匹配性差
端子在護套內的晃動量大,不管水平方向還是豎直方向,如果超出母端的孔位邊界,就容易造成對接時端子被頂彎的現象。
2、端子側向受力
一般出現在處于護套邊緣的端子,由于線束捆扎在護套尾部為三角形或側出線型,兩側的端子受側向的拉力相對較大,若護套與端子的匹配性較差,這些部位的端子就會出現偏離母端對接孔位的現象。
3、護套孔位數量多,插入力大
護套的孔位數量越多,公母端對插力越大,同時由于護套體積大,易造成作業時的非垂直對接,公端端子被母端護套對接時碰觸退針或者擠壓變形。
對策方案:
1、公母端護套廠家與端子廠家保持一致,禁止混配。
2、選擇帶二次鎖止結構的防水接插件,減小端子晃動量。
3、優選帶有導向和防錯結構較強的,尤其是母端孔位應有對接導向結構(如漏斗形斜面)。同時公端子頂端設計為針尖狀。

圖7 端子插口的導向結構
4、適當放寬護套尾部裸線余量,減小兩側導線受力。尤其注意側出線護套,遠端導線要有一定彎度。

圖8 護套尾部裸線余量推薦選擇
多孔位護套盡量選擇帶助力結構護套,該類護套對接速度慢,端子受力較均勻,且一般只有公母端垂直安裝后,助力結構才能使用。
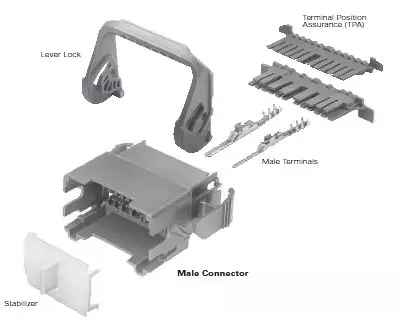
圖9拉桿型護套
四、前、后工程工藝設計方面
前工程工藝
1、端子壓接參數設計不合理,端子頭前仰后傾。
此類問題比較容易發現,發生的概率較小,有的端子圖紙也會給出比較合理的高寬值選型要求。
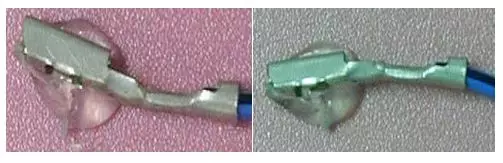
圖10 端子壓接不良
2、端子絕緣壓接形狀選型不合理
端子絕緣部位的高寬值設定及壓接形狀設計不合理,會造成端子在護套內的晃動量較大,進而導致端子容易在護套對接時偏離對接孔位。

圖11 端子絕緣壓接形狀示例
后工程工藝
1、公端子的前插率低
流水線體上作業節拍短,且不能保證100% 垂直插入,大量的公端子在流水線體插植極易造成端子插歪,尤其是寬度和厚度都小的公端端子概率更大。
2、布線順序設計造成公端子等待作業
布線作業順序設計不合理,讓未插植的公端子先布線,而后再布置護套讓端子插植,易造成端子在治具上擠壓變形。
對策方案:
1、合理設計壓接參數,并設計必要的檢具,防止端子前后仰,
2、合理設計端子絕緣部位的壓接形狀,減小端子在護套內的活動空間。
3、提高公端子的前插率,盡量使公端子在分裝臺上作業,保證垂直插植。同時可減少端子從分裝到總裝之間打捆、搬運造成的擠壓變形。
4、調整布線順序,不能100%保證公端子前插率的,尤其是端子厚度和寬度較小的端子,將公端子的護套端先布線。后期布的此類公端子立即插入護套內。
五、制造過程方面
制造過程的各個環節均有可能造成端子變形,尤其是壓接、插植和搬運過程。
壓接
壓接工位易造成端子歪斜的原因主要是壓接過程控制和防護不到位。
對策:
需對壓接完成品增加護杯,另外需關注端子壓接過程中端子前后仰的問題,對容易產生前后仰的公端子使用設計制作的專業檢具,對其進行首、中、末產品壓接前傾后仰的抽檢控制,從開始就過濾掉99%的隱患。

分裝
分裝工位的搬運過程,應注意端子的過程防護,防止被擠壓。分裝過程中易出現的問題:
1.分線扯線過程中端子鉤掛變形;
2.插植作業不標準,非垂直插入導致變形。
對策:
分裝工位應注意作業標準化,應優先插插公端端子一側,同時保證垂直插入,并關注插植后的端子狀態。另外,插值作業工裝的設計和合理運用,會降低不良率的發生。
總裝
總裝受作業順序的影響較大,一般為公端子后插作業造成的端子歪斜問題。
1.布線順序不合理,公端子先掛板,卡入治具時受擠壓變形;
2.公端子處于導線密集作業區域,易被其他導線或插件布線時碰觸或拉拽變形。
3.插植作業不標準,非垂直插入導致變形。
對策:
堅決遵守工藝設計順序,減少總裝公端子插植作業,注意插植垂直作業標準化,同時應對端子插植后狀態進行自檢。
電檢
電檢臺未設置垂直檢測或垂直檢測模塊檢測公差過大。有的電檢模塊只能檢測在垂直方向上的歪斜,而水平方向上的歪斜卻不能檢測到。
對策:
合理選擇和設計電檢臺的垂直檢測模塊,盡量縮小檢測位置尺寸。電檢完成后可利用輔助矯正治具進行矯正。
六、包裝和主機廠總裝方面
包裝
孔位較多尺寸較大的公端防水接插件,腔內易被其他小的零部件嵌入,造成端子擠壓變形。
對策:
盡量將較大的公端防水接插件獨立防護,增加防護蓋或者使用袋子包住。
線束裝配
設計結構的不合理導致的盲插和公母端非垂直對接易造成端子的擠壓變形。
對策:
針對孔位較多、公端端子較小的防水接插件,優先設計多的裝配空間。
裝配前前先檢查公端子是否存在不平行問題,裝配作業標準化,垂直對接。
作業過程中用力均勻,不暴力裝配。
以上是對線束接觸不良原因中“防水接插件變形、設計選型和過程控制”的探討,歡迎大家留言討論。

