


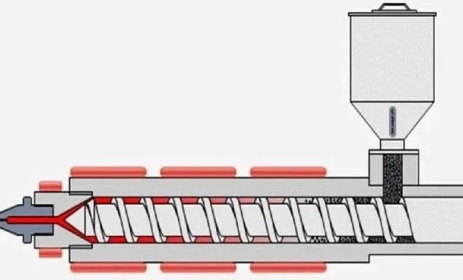
首要,當你拿到有注塑成型有缺點的防水接插件時:
一、不要簡單下結論
1.運用的原資料批次,色母,回料比率。2.注塑機,周邊設備,模具狀況。3.操作人員是否按照流程操作,人為因素。4.發生概率,工藝參數。5.環境改動。
二、最好能親眼看到缺點樣品,相片很簡略構成判別過失;
三、精確的描述問題是處理問題的第一步。
工程塑料幫您處理防水接插件脆斷問題
防水接插件和線束相關的塑料件,常見注塑成型缺點如下:
1.凹痕

處理方案:(產品)
產品規劃-a,壁厚均勻,b,筋條的壁厚不超越整體壁厚的50%到70%
模具澆口規劃-a,方位在厚壁處,b,澆口巨細合適。不小于壁厚的0.5.
處理方案:(工藝)
查看料墊
添加保壓壓力。
添加注塑速度,以加大慣性。
減小VP切換點也可以添加螺桿慣性和補壓量。
前進塑料冷卻速度,添加產品表壁硬,不構成凹痕,可是會構成空泛。可是關于薄壁件,下降模溫凹痕會惡化,因為型腔補壓削減。
添加熔體溫度,熔體提交加大——更大凹痕;可是更大的型腔補壓量——凹痕減小。
所以依據詳細溫度而定。
2.氣泡
2.1氣困
在防水接插件填充時,空氣被推入熔料里,這些空氣或許源自于塑化體系或模腔內排氣不良的方位
這些缺點在部分填充時也清晰可見

成因:
釋壓(回抽)過快或過多
背壓壓力不行
注塑模內的排氣問題
2.2空穴
排空了的腔洞,是塑料冷卻階段,縮短遭到阻遏而發生的。
一般呈現在壁厚部位附件
缺點呈現在保壓階段

成因:
在塑料冷卻的進程中,資料因熱效應的縮短不能得到及時的補償的時分,便會在相應的部位上構成空穴。要將保壓壓力傳遞妥當,防水接插件的澆口定要規劃在橫切面最大的部位,防止澆口與干流道過早凝集的現象
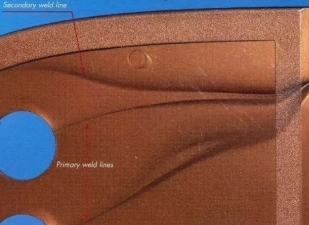
3.熔接線
體現:
熔接線是防水接插件的光學性和機械性較弱的方位,或許呈現缺口或變色現象,缺口別在拋光高亮度或許透明件上更為顯著。變色常呈現在含有金屬色母的塑料件。

成因:
當兩條或更多熔流相遇時,便會構成熔接線,假定熔流結合部位的溫度和壓力不滿足,就會呈現填充困難前進溫度可以有用改善熔接,可是冷卻時刻也會延伸。
處理方案:(產品)
盡量把產品壁厚規劃的均勻
模具澆口方位的挑選
處理方案:(工藝)
添加填充速度
添加資料溫度,模具溫度(添加溫度會使產品周期加長)
運用急冷急熱技能(僅限于無定型料ABS,PS,PMMA,PC)
4.缺膠
現象:
注塑資料不能徹底填滿整個模腔,這類缺點一般呈現在遠離澆口的方位上,流長過長,薄壁件附件,或因為模具排氣不良。

成因:
注塑的塑料量太少(射膠量)
熔料的活動因排氣問題收到阻遏
注塑機速射壓力,注塑速度不行
在流道截面內的熔料過早凝集(注塑速度太低,模具溫度不當或澆口方位過失)
5.燒焦
現象:

成因:
燃燒效應純粹是排氣問題構成的,常見于盲孔,圓角,流道末端,以及多熔料匯合點。塑料在燃燒進程中會釋放出一些損壞性物質,損壞模腔外表,模具組件,堵塞排氣槽;定時整理必要性。
6.飛邊
現象:

成因:
模具上超出容許的空地(模具制作時公役過大,或出產中磨損構成空地)
注塑機的鎖模壓力太低或太高(開模力比鎖模力更大,令模具不能堅持閉合,或鎖模壓力使模具變形)
模腔內壓力過大(注塑壓力過大)
塑料的粘度不行(膜腔內壓力過高而熔膠的活動阻力太小)
7.斑痕
7.1現象

7.2現象及成因:
燒焦痕–熔膠遭到過高的溫度或過長的停留時刻,降解并分化出氣體構成的顯著色痕.
色差痕– 因為部件著色劑散布不均或著色劑的擺放隨熔料活動方向不同而引起。

玻璃纖維痕–當運用含有玻璃纖維的資料時,有或許呈現消光面痕和粗糙外表,有如金屬般反光之玻璃纖維在防水接插件外表呈現,也稱浮纖。


濕氣痕–指呈現在產品上U型的曲線,開口方向與射流方向共同,有些伴有氣泡和外表粗糙,濕氣痕由模具壁上冷凝的水氣構成,牽涉規模廣泛塑料在儲存或注塑進程中吸入了空氣中的水分,當膠粒熔解時,這些水變成水蒸氣泡。
模具外表濕潤
模具的溫度控制體系泄露
水點凝集在模壁上
塑料內或外濕潤
塑料的烘干程度不行
不適當的儲存膠粒
注塑機法蘭接口溫度太低

氣痕–大部分氣痕以消光斑,銀色或白色的痕跡呈現在凹位,加強筋和厚薄膠位改動大的方位上。熔料在填充模腔時,因氣體未能及時被排走,特別是在一些結構轉折處,氣體被翻越過前面的熔料困住,構成氣痕。

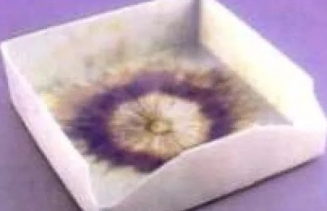
8.澆口附近的消光斑
現象:
在澆口周邊呈現的細微同心環,顯現成昏暗的日冕痕(消光斑)

成因:
當熔料高速通過澆口進入型腔時,塑料的分子鏈發生劇烈的方向性擺放,因為澆口后方未能供給滿足的松懈時刻,塑料在他們仍帶有劇烈的方向性時現已固化,強壯的剪切力撕裂塑料表層,新資料填充進撕裂部位,構成新的表層,反射率不同。
澆口偏細
射速過高

9.光澤差
體現:
防水接插件上光亮度過高或短少
亮度有不同,常呈現在產品結構改動處

成因:防水接插件外表于光線下的反射度直接反映出它的光亮度。防水接插件外表越滑潤,光亮度越高,有皮紋作用會構成慢反射,使外表呈現色澤不同。冷卻后防水接插件因曲解變形也會是光亮度不均勻的狀況。
10.變形
體現:曲解是指防水接插件的形狀與本來的要求不共同。首要是因為不均勻縮短引起

成因:曲解是防水接插件的一大問題,因為任然未能被精確的猜測出來,而且批改模具會構成無法估量的本錢和延誤。首要原因就是不同的縮短率。
縮短:
防水接插件在冷卻時的體積削減,當塑料從熔融狀況冷卻的時分,他的體積會因為分子鏈互相靠近而削減。
縮短分類(總縮短量=注塑縮短+往后縮短)
注塑縮短:在成型后16小時內的規范改動
往后縮短:在注塑縮短后和通過很長一段時刻后的規范改動
A.模壁溫度的影響
低模溫-使防水接插件冷卻加速,因此克制了分子鏈的緊束密度的構成,這些防水接插件會有較少的注塑縮短,但往后縮短卻較多,特別是關于半結晶性物料而言
高模溫–是防水接插件冷卻變慢,分子有滿足的時刻構成緊束密度的擺放,這些防水接插件會有較多的注塑縮短,但往后縮短卻較少
B.產品壁厚
產品壁厚的區域縮短量總是大于產品壁薄的區域,然后導致了縮短的不均勻
C.資料
無定形塑料和結晶型塑料有著不同的體現,無定形塑料一般縮低矮,所以變形的風險也小;結晶型塑料因為晶核分子定向性,縮短率大,也就很簡略發生變形。含玻璃纖維資料,相對變形會更大
D.工藝參數
模具溫度,保壓時刻,保壓壓力,資料溫度,射出速度
E.產品規劃方面:
供給均勻的壁厚
運用同一厚度的壁厚和相對應合理加強筋
防止有熔膠積累和壁厚驟變的狀況
在角位添加圓弧和加大內層的外表規范,以供給均勻的散熱作用
優先考慮對稱規劃
把澆口移到厚壁方位,防止壓力傳遞不進型腔
選用滿足的澆口直徑,供給滿足的保壓傳遞
使用澆口的數目和方位,令防水接插件內發生均勻的塑料活動方向(玻璃纖維擺放共同)一起防止熔接線
11.噴發紋
體現:噴發紋是像蛇相同曲折的粗糙編織紋,噴發紋與唱片坑紋很類似。

成因:因為活動波峰未能在模腔內徹底構成所致,熔料在冷卻固化后不能與隨后進入模腔的塑料徹底熔合,因此構成,這種缺點常呈現在高速充填,或橫截面急劇添加的防水接插件上。

12.唱片坑紋效應
體現:呈現在產品外表的級細微的類似唱片上的坑紋。


成因:過高的冷卻速度
熔料溫度短少
打針速度短少
模壁溫度短少
當塑料被注塑到膜腔中時,相關于資料模具是冷的,很快在資料外表構成凝集層。特別是當注塑速度相對較慢是,會令粘度高或已凝集的活動波峰阻遏隨后的熔料沿模壁方向的活動。因此,從后流向前的塑料不能貼上模壁,反而令中心的資料向前延伸。
13.應力發白/應力開裂
體現:應力發白是因為內部或許外部應力發生的。受應力影響的方位會發白。應力龜裂是由互相十分靠近的裂縫組成,一般在出產數天乃至數周后才呈現。

成因:當防水接插件變形量過大(外應力或曲解影響)。最大形變量與資料的種類,分子結構,注塑條件,環境氣候所影響,物料因在加工處理進程受不同的溫度及時刻影響,是的產品抵擋表里應力的才能忽然下降。運用活潑物質(堿性溶液,油脂等)可令塑膠產品在很短時刻內呈現應力發白和應力龜裂。
14.可見頂針痕
體現:頂針痕有墮入和凸出兩種,他們會在防水接插件的膠位厚薄突顯改變,導致產品外表光澤差或可見的墮入,乃至或許被頂穿。

成因:
進程影響(參數設置不當使防水接插件過早脫離模具或脫模力過大)
幾許形狀的影響(頂針長度不合適或設備過失)
機械強度的影響(模具,防水接插件,脫模體系規劃及規范過失)
熱效應的影響(模具溫度差異或模壁和頂針的溫度差異太大)
15.脫模變形
體現:依據不同程度的破損,可以分為裂縫,折斷,拖拉出膠料和頂針的墮入和頂穿,特別要害的當地是強脫方位。

成因:
防水接插件所需的脫模力一起足以損壞防水接插件。
脫模的動作遭到阻遏
脫模力的巨細是要害,影響脫模力巨細的首要因素是防水接插件的縮短。
16.頂出坑紋
體現:防水接插件脫模時發生頂出坑紋損壞其外表,首要發生在結構性的外表

成因:外表粗糙度高的防水接插件,脫模視點也要相應加大,才可防止脫模時對外表結構構成損壞。
17.表層脫皮
體現:物料內的各層未能徹底交融在一起,而且初步脫皮現象,或許發生在澆口或許防水接插件上,因交融強度不同會發生程度不相同的脫皮現象。

成因:外表粗糙度高的防水接插件,脫模視點也要相應加大,才可防止脫模時對外表結構構成損壞
18.冷膠

現象:較冷的塑膠熔料經由射嘴注入型腔,發生如彗星尾巴般的痕跡,冷膠可以在澆口附件或整個防水接插件上呈現,嚴峻的或許堵塞流道。
成因:熔料在初步注塑進模腔前,在澆口或射嘴內凝集成冷膠,這往后隨下一注塑周期進入模腔,冷膠因為射嘴溫度不適當,或許因為塑化體系的回料進程太遲構成,太小的射嘴直徑也會有負面影響。
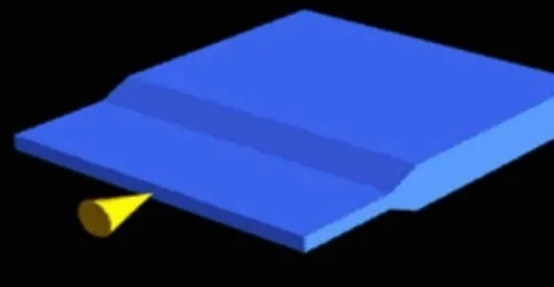
19.拉絲
體現:若注塑模具選用暖流道為澆口,在防水接插件的附件或許黏附著小量的膠料。

這些膠料的形狀或許是低矮的錐形或許是長達數厘米的拉絲。
20.黑點
體現:黑點呈現在產品外表,或許因為磨損,熱降解或污染物構成。

成因:
進程影響(熔膠溫度過高或停留在塑化體系內的時刻太長,或運用暖流道加溫程序過失)
模具影響(澆口體系受污染或暖流道體系有死角位)
防水接插件影響(塑化體系受污染或螺桿和炮筒有損蝕)
塑料或染料的影響(膠粒混有雜質,再回收料的比例過大或運用不合適的色母,著色劑)
21.積垢
體現:數千模次后,塑料中低分子物質別離出,并黏附在模腔外表,構成積垢。一般呈現在澆口或排氣方位附近,導致防水接插件外表呈現瑕疵或光亮度有不同。

成因:
在熱塑性資料出產進程中,積垢是常呈現的缺點,(POM,PP,PET,ABS,PC,PA,PBT)添加劑,如阻燃劑,潤滑劑和著色劑都簡略發生積垢
應力過大,過高的熔膠溫度,剪切應力和剪切率
塑化體系內的剪切力過大,過高的螺桿轉速
在模腔內所受的剪切力過大,如射速太高
模內排氣短少
處理進程中的物料帶有很多的水分
過失或過量運用潤滑劑
著色劑或添加劑和基料不能熔合
烘干時刻太久
22.破裂/破損的片狀鉸鏈
體現:片狀鉸鏈的破損首要是因為塑料內的應力過大導致,或許部分或許徹底開裂,而過大的應力也會呈現應力發白

成因:屈折視點、負載周期、負載頻率、承受力
23. 電鍍防水接插件缺點
體現:防水接插件的出產條件可影響到塑膠電鍍產品的外表質量,注塑或電鍍進程很或許令防水接插件上呈現氣泡,膠泡或熔合層黏著力短少等狀況


